

低压铝铸件
低压铝铸件
本应用中使用的产品:

QBX工业电子压力调节器

RM先导式调节器
完善车轮的低压铝铸造需要精确控制正压力,以将熔融铝快速移动到模具中,并获得比重力铸造车轮具有更高机械性能(更高密度)的成品。在O.E.M(原始设备制造商)市场,低压铸造是铝车轮最常见的工艺。然而,从历史上看,这一过程是用低于标准的压力控制部件进行的。
多年来,比例空气公司有很多机会用我们的美国制造的压力控制器来改装铸造机。这为我们完善流程提供了丰富的经验,从而为我们的客户带来更高的质量、安心和更少的废料。如果您有兴趣了解我们如何帮助您改进低压铸造工艺,请继续阅读并给我们打电话。
需要完善的3个流程
镜头控制
温度控制
通过空气测量进行拍摄控制
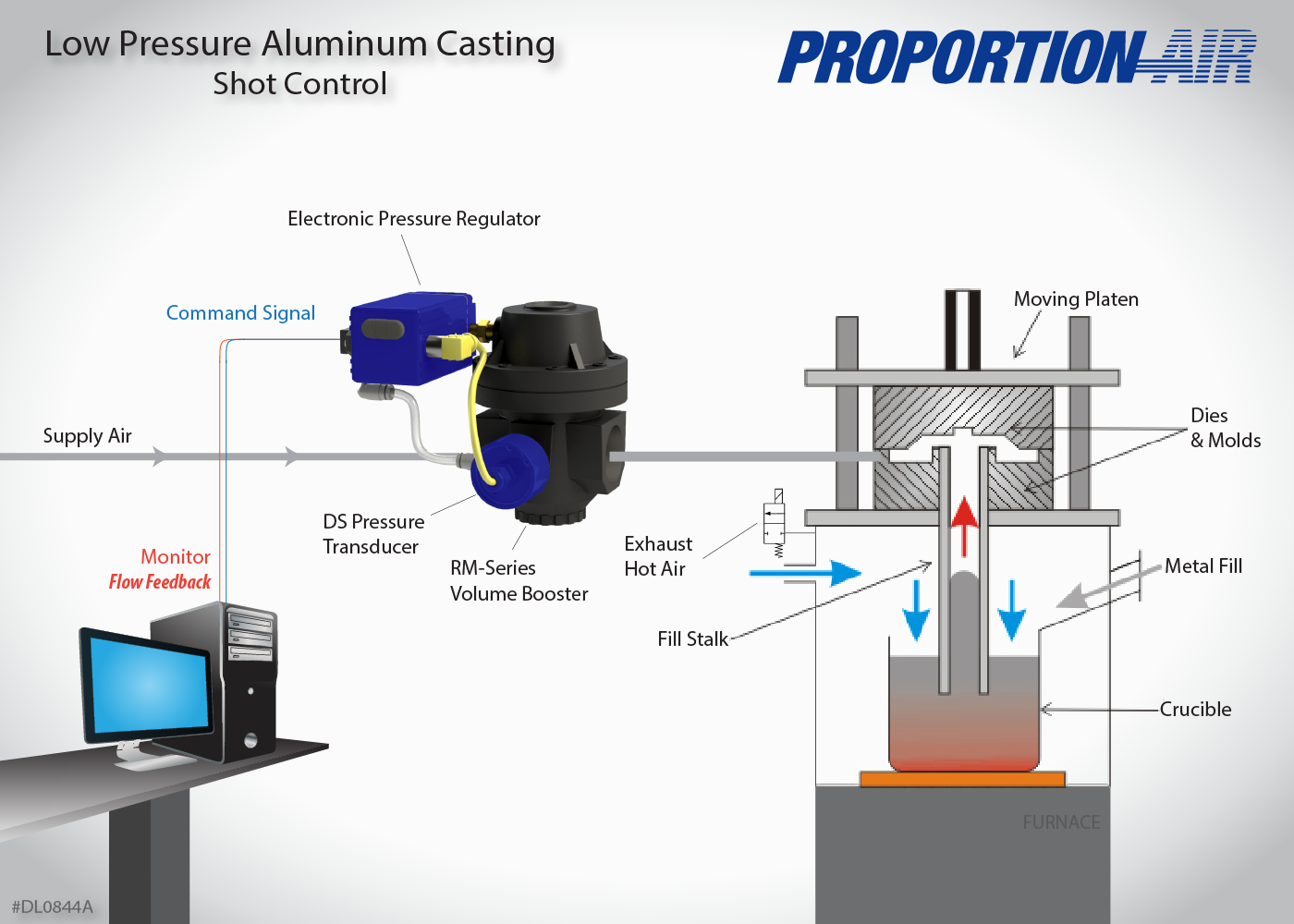
低压铝铸件镜头控制
高分辨率、低压控制对于低压铝铸件的良好零件制造至关重要。QB2和R系列调节器是镜头控制的行业标准。由于其闭环设计,QB2是可重复的,即使压力低于1 PSI。该装置非常好地遵循斜坡命令信号,使其成为几乎任何拍摄序列的理想选择。QB2s模拟监视器向PLC提供来自下游压力传感器的信号以进行数据采集。
常见的镜头控制问题
分辨率和可重复性差
如果分辨率不够高,就无法对压射控制过程中所需的压力进行必要的(且极小的)改变。
比例空气的低压铸造控制器提供了足够的分辨率,使一致的产品所需的最小变化。
决心只有在可以重复的情况下才有价值。市场上的大多数压力控制器甚至没有列出重复性规格-也许这说明了什么?
在这种应用中,我们的控制器可重复达到满量程校准的0.02%。
狗腿压力分布图
由于大多数压力控制器的分辨率和可重复性都很差,铸造机PLC程序员很难获得从零PSI以上开始的线性和比例压力曲线。
这最终会在压力斜坡剖面中形成“狗腿”,导致熔融金属在上升管中突然上升。这个问题也几乎总是导致不合格的产品。
由于比例空气控制器在整个范围内提供相同的分辨率、精度和可重复性,因此可以消除过程中的“狗腿”斜坡。
熔炉泄漏
随着时间的推移,您当前的压力控制器是否难以跟上压力的增长?
当炉门的密封件开始磨损和泄漏时,所需的流量变得太大,压力控制器无法补偿,坏零件开始滚出。
比例空气压力控制组件将自然补偿泄漏-达到其流动能力。我们的压力控制器带有模拟监控压力信号,使您可以在整个注射过程中看到炉膛内的压力。该信号通常用于数据采集。如果在注射过程中没有达到压力,熔炉中的泄漏可能超过了压力控制器的流量能力,将制造出不良零件。在拍摄过程中没有达到的压力会让你知道是时候更换你的密封件了。
我们还可以在注射控制器的上游添加一个流量监视器来测量每次注射的流量。这提供了关于炉门密封寿命的直接反馈和完美数据采集。
与其等到产品生产不正确,不如主动出击,知道何时需要更换密封件。压缩空气价格昂贵,因此这可以让你看到泄漏,修复它们并节省能源。
为什么使用比例空气作为你的拍摄控制器?
- 经验
我们在低压铸造控制方面有30多年的经验 - 响应时间
与传统控制方法相比,我们的双回路控制更快且更具可重复性 - 简单
不需要PID调节回路——我们的控制器在工厂就已预设好,便于安装 - 可重复性
我们的控制器可重复精度达到0.02% f . s .–例如:0-15 PSI范围可重复精度达到0.003 PSI - 可定制的
我们的控制器可以根据不同的熔炉配置、流量、精度和压力进行定制
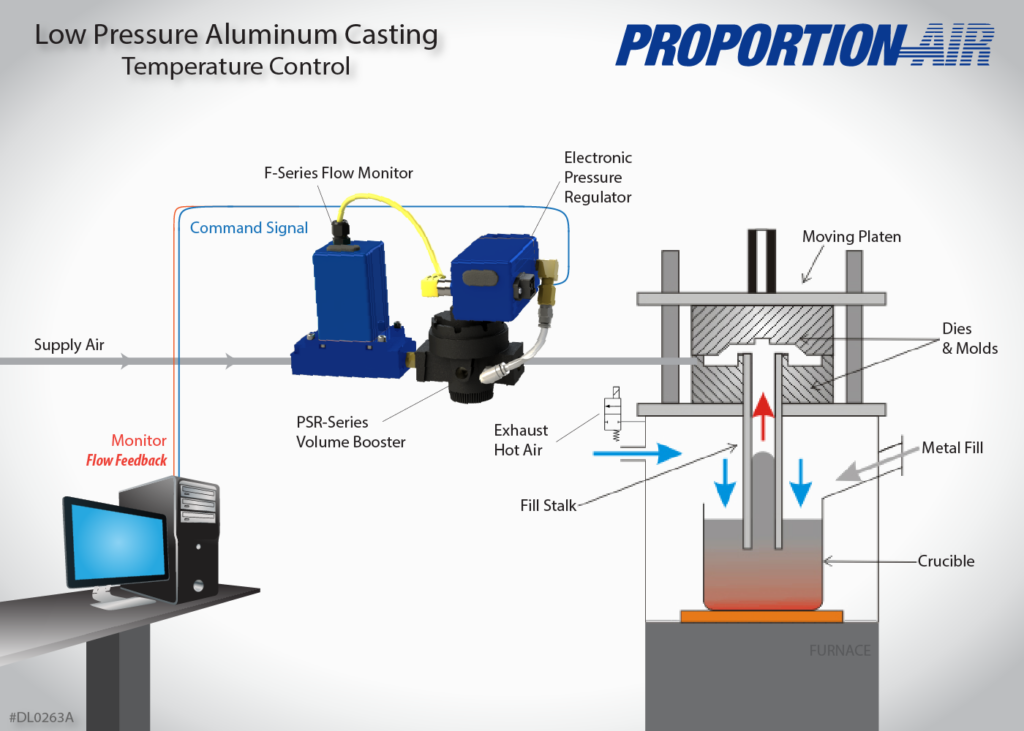
低压铝铸件温度控制
在低压铸造过程中保持零件冷却始终是一项挑战。传统的方法是使用调节器来控制压力,但是由于冷却过程是在流动下进行的,因此控制压力总是会导致不一致和非线性的控制。通过控制流量(而不是压力),始终提供准确的冷却空气量,通过比例空气的流量控制包,该过程可在满量程校准的0.25%下重复。
常见的温度控制问题
重复性差
一些低压铸造零件混合了空气和水冷却区。许多制造商使用压力调节器来控制冷却空气。这是一个错误。
当然,气压增加了速度,可以用来降温。然而,冷却的不是压力本身,而是空气的流动。
这就是为什么我们建议控制进入冷却区的流量(分子数量)。我们的闭环流量控制器提供0.25%的可重复性,以实现一致且可重复的冷却。
它还有一个模拟监视器输出信号,显示冷却区的流速,用于数据采集,以验证是否达到了工艺流程,并且每次都正确冷却了零件。
太多废料了!
通过提高整个流程的效率和一致性来消除多余的废料。
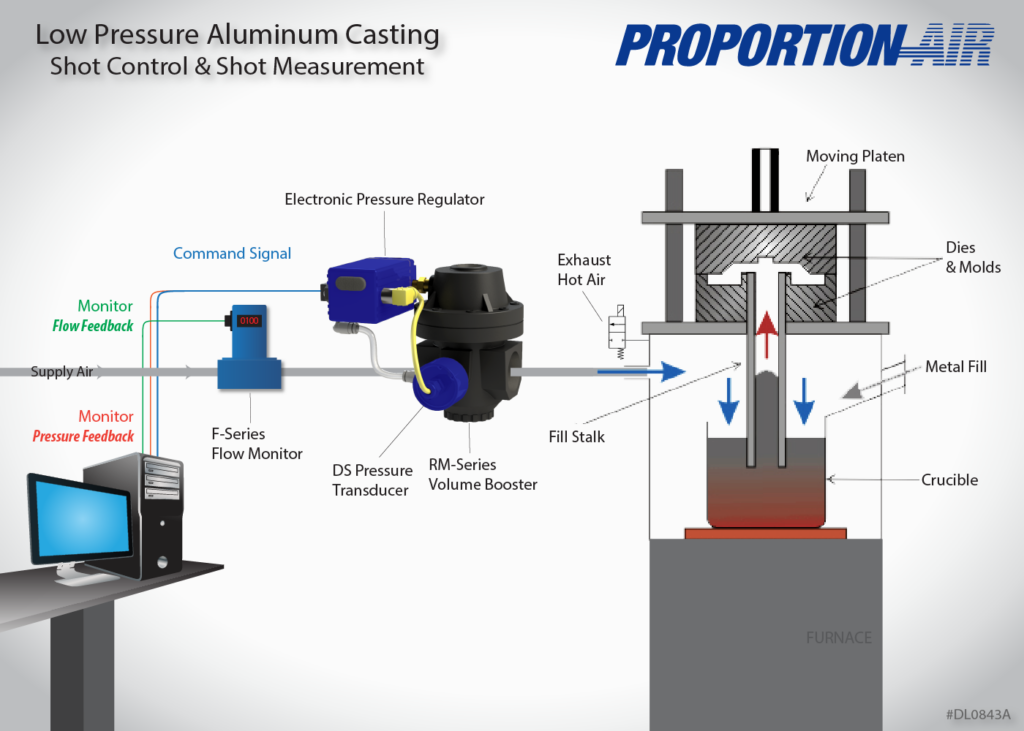
低压铝铸件通过空气测量进行拍摄控制
比例-空气QB2和R系列增压器组件在低压铝铸件中提供出色的压射控制和高分辨率压力控制。
但是,如果您可以在铸造过程中添加预测性维护会怎么样呢?
通过添加一个f系列流量传感器在压力控制组件的上游,可以获得并监控实时流量测量值。随着流程中的流量开始增加,您知道熔炉上的密封件开始磨损。这种预测性特征信息使您能够在不浪费产品的情况下一直运行该过程,因为您确切知道多少流量是过多的,并且在达到该流量水平时您可以轻松停止并修理密封件。
